중공 콘크리트 슬래브란 무엇이며 현대 건축에서 왜 중요한가요?
에이 중공 콘크리트 슬래브 일반적으로 원형 또는 타원형의 종방향 보이드가 전체 길이를 따라 이어지는 프리캐스트 프리스트레스트 콘크리트 요소입니다. 이러한 공극은 동일한 치수의 견고한 콘크리트 슬래브에 비해 슬래브의 전체 중량을 최대 40~50%까지 줄이는 동시에 굽힘, 전단 및 내화성 측면에서 우수한 구조적 성능을 유지합니다. 이러한 조합으로 인해 중공 코어 슬래브는 상업용 건물, 다층 주거용 블록, 주차장, 산업용 창고 및 전 세계 인프라 프로젝트에서 가장 널리 사용되는 바닥재 시스템 중 하나가 되었습니다.
핵심 결론은 간단합니다. 중공 콘크리트 슬래브는 무게 대비 강도가 뛰어나고 설치 속도가 빠르며 재료 소비가 적습니다. 정밀한 거푸집 공사가 이루어지는 현대적인 프리캐스트 시설에서 생산될 경우, 셔터 자석 , 자동화된 주조 베드는 생산 품질을 정의합니다. 이러한 슬래브는 엄격한 치수 공차와 까다로운 구조 사양을 지속적으로 충족합니다. 비용 효율적인 고성능 바닥재 솔루션을 찾는 엔지니어, 계약자 및 조달 전문가에게는 바닥재의 제조, 취급 및 설치 방법을 이해하는 것이 필수적입니다.
중공 콘크리트 슬라브 제조 방법
중공 콘크리트 슬래브의 생산은 압출(슬립 폼) 공정 또는 습식 주조 공정이라는 두 가지 주요 방법 중 하나를 사용하여 거의 독점적으로 프리캐스트 콘크리트 공장에서 이루어집니다. 각 접근 방식은 거푸집 시스템, 보강재 레이아웃, 표면 마감 및 자기 고정 구성 요소의 역할에 특정한 영향을 미칩니다.
압출 방식
압출 방식에서는 일반적으로 길이가 100m~150m에 달하는 긴 선의 캐스팅 베드에 콘크리트를 타설하기 전에 고장력 강철 스트랜드를 사용하여 사전 장력을 가합니다. 압출 기계가 베드를 따라 이동하면서 중공 코어를 형성하는 맨드릴 주위에 단단하고 슬럼프가 없는 콘크리트 혼합물을 밀어냅니다. 기계는 분당 약 1~2m의 속도로 움직이며 균일한 단면의 연속 슬래브를 남깁니다. 절연 커버 아래 또는 가열된 환경에서 경화된 후 슬래브는 필요한 길이로 다이아몬드 절단됩니다.
캐스팅 베드 자체가 기본 주형 역할을 하기 때문에 개별 거푸집 구성 요소의 역할은 제한적입니다. 하지만 측면 폼, 엔드 스톱 및 내장 인서트는 여전히 다음을 사용하여 배치됩니다. 셔터 자석 드릴링이나 용접 없이 자기 주조 테이블 표면에 강철 부품을 제자리에 고정합니다. 이 비침습적 고정 방법은 값비싼 강철 베드의 손상을 방지하고 생산 주기 사이에 신속한 재배치가 가능하기 때문에 장거리 생산에서 특히 중요합니다.
습식 주조 방식
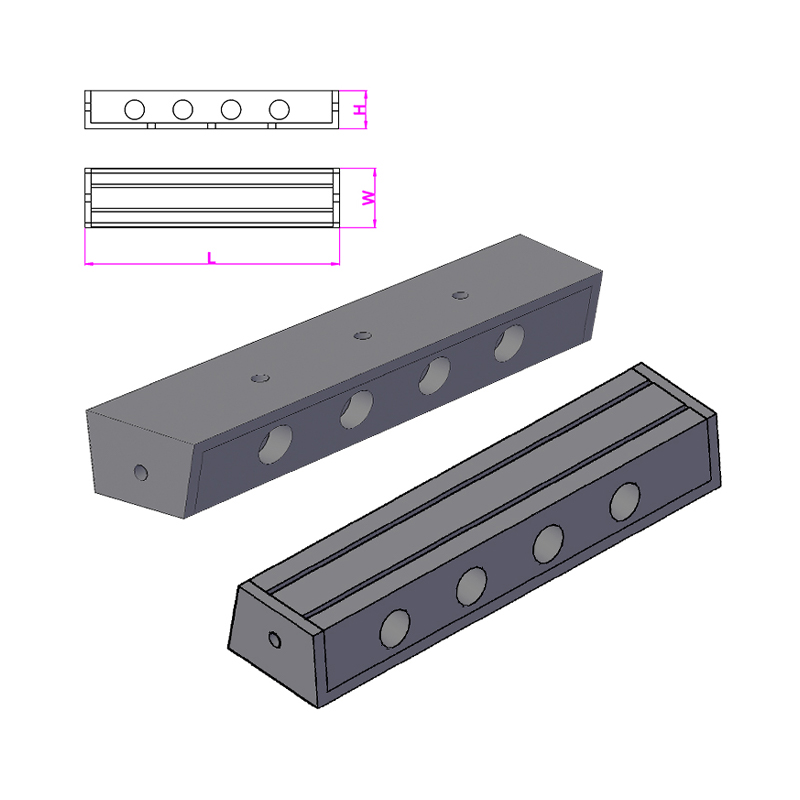
습식 주조 공정에서는 거푸집 요소가 조립되는 개별 강철 주형 또는 팔레트 기반 시스템을 사용합니다. 여기, 셔터 자석 자석 거푸집 앵커 또는 자석 상자라고도 알려진 이 장치는 중심적이고 눈에 잘 띄는 역할을 합니다. 이 장치는 강철 팔레트 표면에 배치되며 콘크리트 타설 및 진동 중에 측면 셔터, 블록아웃, 인서트 및 보강 케이지를 정확한 위치에 고정하기 위해 자기력을 통해 끌어당깁니다. 유지력은 자석 설계에 따라 다양하며 공통 장치는 다음을 제공합니다. 600kg, 900kg, 1,200kg, 심지어 2,100kg 거푸집이 견뎌야 하는 무게와 진동 하중을 기준으로 선택되는 유지력.
자기장을 해제하기 위해 활성화 레버를 전환하기만 하면 몇 초 내에 셔터 자석의 위치를 변경할 수 있으므로 볼트 또는 용접 앵커에 비해 설정 시간이 크게 단축됩니다. 캐러셀 또는 고정식 팔레트 시스템에서 중공 코어 슬래브를 생산하는 고출력 프리캐스트 시설에서 이러한 속도는 교대당 더 많은 생산 주기와 단위당 인건비 절감으로 직접적으로 이어집니다.
중공 슬래브 생산에서 셔터 자석의 역할
셔터 자석 강철 하우징에 둘러싸인 영구 네오디뮴 또는 페라이트 자석을 사용하는 공학적 고정 장치입니다. 활성화되면 자기 회로가 강철 팔레트나 테이블 표면을 통해 닫혀 강력한 유지력을 생성합니다. 내부 키퍼 자석을 움직이는 레버를 돌려 비활성화하면 회로가 열리고 장치를 손으로 자유롭게 들어 올릴 수 있습니다. 잔여 접착제가 없고 표면이 손상되지 않으며 특수 도구가 필요하지 않습니다.
중공 콘크리트 슬래브 생산에서 셔터링 자석은 몇 가지 특정 기능을 수행합니다.
- 슬래브 폭과 엣지 프로파일을 정의하는 종방향 측면 형상 확보
- 슬래브 길이를 설정하고 토핑 표면을 형성하기 위해 끝 셔터를 제 위치에 고정합니다.
- 서비스, 기둥 또는 고정 장치를 위한 개구부가 필요한 핵심 위치 위에 블록아웃 포머 고정
- 에이nchoring cast-in inserts such as lifting loops, anchor channels, threaded sleeves, and electrical conduit brackets
- 고주파 콘크리트 진동 시 변위에 대한 보강 케이지 안정화
셔터 자석 선택과 콘크리트 진동 사이의 관계는 특히 중요합니다. 진동 콘크리트는 거푸집에 정적 중량의 몇 배에 달하는 동적 힘을 가합니다. 1,200kg의 정적 유지력 등급의 셔터 자석은 진동 주파수와 진폭이 적당할 때 무게가 80kg에 불과한 형태에 적합할 수 있지만, 동일한 자석은 강렬한 내부 진동에서는 불충분할 수 있습니다. 평판이 좋은 제조업체는 정적 등급과 함께 진동 테스트를 거친 고정 데이터를 게시하며, 정적 힘만 지정하는 것은 주조 중 형태 이동으로 이어지는 일반적인 오류입니다.
자석 유형 및 응용
| 자석 유형 | 일반적인 유지력 | 슬래브 생산의 주요 용도 | 주요 장점 |
|---|---|---|---|
| 표준 상자 자석 | 600~1,200kg | 측면 형태, 엔드 스톱 | 비용 효율적이고 널리 사용 가능 |
| 튼튼한 상자 자석 | 1,500~2,100kg | 무거운 강철 모서리 형태, 대형 블록아웃 | 높은 진동 저항 |
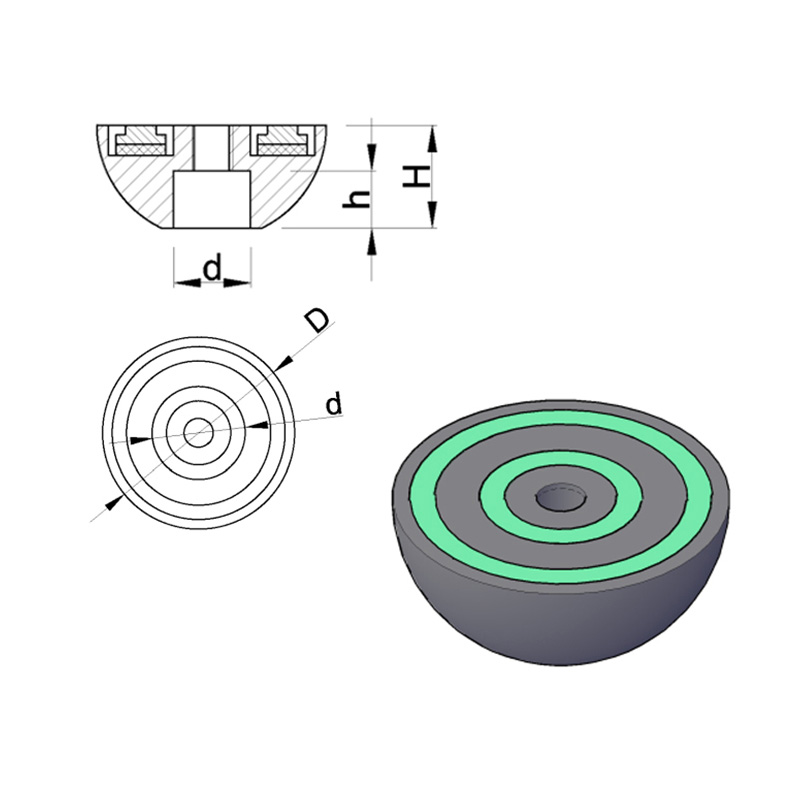
| 자석 삽입(평형) | 150~400kg | 에이nchor channels, lifting sockets | 로우 프로파일, 인서트 아래에 적합 |
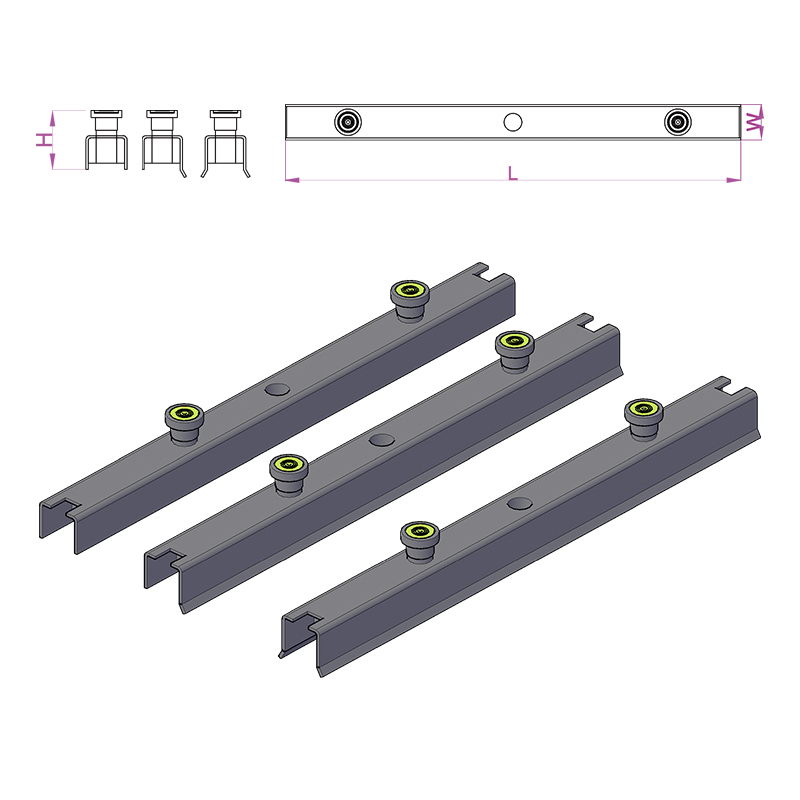
| 자기 모따기 홀더 | 해당 없음(위치) | 슬래브 밑면의 가장자리 모따기 스트립 | 일관된 가장자리 디테일 |
| 자기 코너 각도 | 변수 | 90° 접합부, 블록아웃 코너 | 모서리에서 그라우트 누출을 제거합니다. |
중공 콘크리트 슬라브의 구조적 성능
중공 콘크리트 슬래브의 구조적 거동은 프리스트레스 수준, 콘크리트 등급, 코어 형상 및 깊이 대 깊이 비율에 따라 결정됩니다. 표준 중공 코어 장치는 다음과 같은 깊이로 생산됩니다. 150mm ~ 500mm , 폭은 일반적으로 1,200mm입니다. 실제로는 6m~18m의 경간이 일반적이며, 잘 설계된 깊은 장치는 제어된 하중 조건에서 20m 이상에 도달합니다.
프리스트레싱은 콘크리트가 타설되기 전에 주조 베드 교대에 고정된 프리텐션된 고강도 강철 스트랜드(일반적으로 항복 강도 1,570MPa 또는 1,860MPa)를 통해 적용됩니다. 콘크리트가 필요한 전달 강도(일반적으로 25~30MPa 입방체)에 도달한 후 스트랜드가 절단되거나 풀리고 프리스트레스력이 결합에 의해 콘크리트 단면에 전달됩니다. 이는 서비스 하중 하에서 편향을 부분적으로 상쇄하는 캠버링 효과(상향 활)를 도입합니다.
일반적인 로드 스팬 성능
| 슬래브 깊이(mm) | 스팬 6m(kN/m²) | 스팬 9m(kN/m²) | 스팬 12m(kN/m²) | 스팬 15m(kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3.5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2.5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
이 수치는 2.5~5.0kN/m²의 부과 하중이 표준이고 9~14m의 경간이 경제적으로 매력적인 사무실 건물과 주차장의 중장거리 경간에 중공 코어 슬래브가 지정된 이유를 보여줍니다. 프리스트레스는 많은 경우 보조 강철 빔의 필요성을 제거하여 바닥 구역의 구조적 깊이를 줄이고 다층 프로젝트 기간 동안 층당 300~500mm의 상당한 높이를 절약합니다.
내화성
중공 콘크리트 슬래브는 콘크리트의 열 질량과 프리스트레싱 강연선의 피복 깊이를 통해 고유한 내화성을 제공합니다. 스트랜드 중심까지 35mm 덮개가 있는 200mm 슬래브는 일반적으로 다음을 달성합니다. 레이 120 (2시간 구조 내화성) 표준 화재 노출 시. 더 넓은 덮개를 갖춘 더 깊은 장치는 REI 180 또는 REI 240을 쉽게 달성하여 추가 화재 방지 없이 가장 까다로운 점유 요구 사항을 충족합니다. 이는 동등한 등급을 달성하기 위해 팽창성 코팅, 스프링클러 시스템 또는 외장이 필요한 강철 또는 목재 대안에 비해 큰 이점입니다.
프리캐스트 플랜트의 거푸집 시스템 및 자기 고정
중공 콘크리트 슬래브의 품질은 이를 생산하는 데 사용되는 거푸집 시스템의 품질과 분리될 수 없습니다. 공장에서 고정식 팔레트 시스템, 회전식 회전식 컨베이어 또는 롱라인 캐스팅 베드를 사용하는지 여부에 따라 거푸집을 설정하고 고정하는 정밀도에 따라 치수 정확도, 표면 마감 및 완성된 요소의 일관성이 결정됩니다.
팔레트 캐러셀 시스템
현대식 팔레트 캐러셀에서 강철 팔레트는 청소, 주형 설정, 보강재 배치, 콘크리트 주조, 진동, 경화, 탈형 및 요소 운반 등 고정된 순서의 스테이션을 통해 이동합니다. 전체 주기는 일반적으로 여러 팔레트가 동시에 순환하면서 24시간 이상 실행됩니다. 금형 세팅 스테이션에서 작업자는 다음을 사용하여 측면 폼과 인서트를 배치합니다. 셔터 자석 각 요소에 대한 CNC 생성 또는 도면 기반 레이아웃에 따라. 팔레트 표면은 정밀하게 연마된 강철판이므로 자석은 전체 영역에 걸쳐 일관된 접촉 및 유지력을 달성합니다.
캐러셀 시스템의 자성 거푸집 고정으로 인한 효율성 향상은 상당합니다. 유럽 프리캐스트 생산업체의 연구에 따르면 지속적으로 보고됩니다. 금형 세팅 시간 30~50% 단축 볼트 체결식 또는 용접식 앵커 시스템과 비교. 하루에 80~120개의 팔레트를 생산하는 공장에서 이는 교대당 노동 시간을 절약하고 슬래브 제곱미터당 생산 비용을 눈에 띄게 절감하는 것을 의미합니다.
압출 중공 코어용 롱라인 캐스팅 베드
롱라인 압출에서 주요 거푸집 기능은 압출기가 이동하는 평평하고 매끄러운 강철 또는 폴리머 코팅 표면인 캐스팅 베드 자체에 의해 수행됩니다. 그러나 셔터 자석 및 관련 자기 앵커 시스템은 다음을 고정하는 데 사용됩니다.
- 프리스트레스 궤적을 프로파일링하는 스트랜드 디플렉터 및 편향기
- 압출기가 시작되기 전 슬래브 너비를 정의하는 세로 측면 레일
- 지정된 위치에서 서비스 관통을 위한 개구부를 만드는 코어 블록아웃 포머
- 복합 토핑 연결을 위해 젖은 콘크리트 표면에 철근 또는 메쉬를 추가함
자기 고정의 비침습적 특성은 수천 번의 생산 주기 동안 표면이 손상되지 않은 상태로 유지되어야 하는 긴 라인 침대에서 특히 중요합니다. 드릴링이나 용접으로 인해 발생한 표면 흠집이나 구멍은 그라우트 누출 및 고착의 원인이 되어 탈형력과 완성된 슬래브 밑면의 표면 결함을 증가시킵니다.
올바른 셔터 자석 선택
특정 중공 코어 슬래브 생산 응용 분야에 적합한 셔터 자석을 선택하려면 단순히 지지력을 일치시켜 중량을 형성하는 것 이상의 여러 요소를 고려해야 합니다.
- 팔레트 또는 테이블 두께: 자석은 특정 강철 두께(일반적으로 10~25mm)에 작동하도록 설계되었습니다. 너무 얇으면 자기 회로가 불완전합니다. 너무 두꺼우면 유지력이 크게 떨어집니다.
- 콘크리트 진동 방법: 외부 테이블 진동기는 내부 바늘 진동기보다 더 높은 동적 힘을 생성합니다. 외부 진동 시스템의 자석은 더 높은 정격 유지력이 필요합니다. 이는 종종 정적으로 계산된 요구 사항의 1.5~2배입니다.
- 담수압 및 콘크리트 헤드: 높은 요소나 콘크리트가 빠르게 배치되는 곳에서는 거푸집에 대한 수압이 단순한 중량 계산을 초과할 수 있습니다. 자석은 수직 리프팅 힘과 측면 압력을 모두 견뎌야 합니다.
- 양식 재료 및 기하학: 강철 형태는 자력을 직접 전달합니다. 알루미늄 또는 플라스틱 형태에는 자석과 비강자성 형태 재료 사이의 매개체 역할을 하는 강철 베이스 플레이트가 필요합니다.
- 운영 환경: 오버헤드 크레인, 전기 모터 또는 기타 전자기 소스가 있는 플랜트에는 의도하지 않은 비활성화 또는 간섭을 방지하기 위해 차폐 하우징이 있는 자석이 필요할 수 있습니다.
Ratec, Halfen, Sommer 등을 포함한 주요 제조업체는 자석 선택에 대한 엔지니어링 지원을 제공하고 정적 유지력, 진동 테스트를 거친 힘, 작동 온도 범위 및 사이클 수명(일반적으로 정격 500,000~1,000,000 활성화 주기 내부 구성 요소에 대한 검사가 필요하기 전에).
중공 코어 슬래브의 운송, 취급 및 설치
일단 주조, 경화 및 절단된 중공 코어 콘크리트 슬래브는 조심스럽게 들어 올려 운반 및 설치되어야 합니다. 프리스트레스 섹션은 스패닝 방향의 확실한 굽힘에 최적화되어 있습니다. 부정적인 굽힘이나 횡방향 하중을 유발하는 잘못된 취급은 사전 압축된(밑면) 면에 균열을 일으킬 수 있습니다. 이는 감지하기 어렵고 구조적 성능을 저하시킬 수 있는 손상입니다.
리프팅 및 운송 요구 사항
중공 코어 슬래브는 설계 리프팅 영역 내의 지점에 하중을 가하는 목적에 맞게 설계된 클램프 또는 빔 및 스프레더 배열을 사용하여 들어 올려야 합니다. 일반적으로 각 끝에서 L/5를 넘지 않습니다. 여기서 L은 슬래브 길이입니다. 10m가 넘는 슬래브의 경우 스프레더 빔을 사용한 3점 또는 4점 리프트가 굽힘 모멘트를 제어하는 표준 방법입니다.
현장에서 슬래브는 크레인을 통해 지지 빔, 벽 또는 코벨에 직접 설치됩니다. 각 끝의 베어링 길이는 최소 요구 사항을 충족해야 합니다. 일반적으로 강철 또는 프리캐스트 콘크리트 지지대에서는 75mm, 석조 또는 현장 콘크리트에서는 100mm - 적절한 하중 전달을 보장하고 사용 하중 하에서 끝단이 부서지는 것을 방지합니다. 네오프렌 또는 모르타르 베어링 패드는 접촉 응력을 분산하고 치수 공차를 수용하는 데 사용됩니다.
종방향 조인트 그라우팅
에이djacent hollow core slabs in a floor are connected by grouting the longitudinal joints between units. The grout — typically a Portland cement mix with a low water-cement ratio — fills the tapered or keyed joint and, once hardened, transfers horizontal shear between units, enabling the floor to act as a diaphragm. In seismic design, this diaphragm action is critical for distributing lateral forces to the vertical structural system. The grout is often reinforced with longitudinal tie bars placed in the open cores at the edges and grouted in, providing continuity reinforcement across the joint.
세로 조인트의 정밀도는 부분적으로 주조 중에 가장자리 형태가 얼마나 정확하게 유지되었는지에 따라 달라집니다. 셔터 자석 및 관련 자석 고정 부속품은 설치된 바닥의 품질에 직접적인 영향을 미칩니다. 주조 중에 3~5mm만 이동한 형태는 완전히 그라우팅하기 어려운 접합 형상을 생성하여 전단 전달 및 내수성을 감소시키는 공극을 남길 수 있습니다.
현장 콘크리트 토핑
많은 중공 코어 슬래브 바닥에는 일반적으로 두께가 50~75mm인 구조적 현장 콘크리트 토핑이 설치 후 프리캐스트 장치 위에 타설되어 지정됩니다. 이 토핑은 다양한 용도로 사용됩니다.
- 인접한 슬래브 사이의 차동 캠버를 보상하여 바닥 표면을 수평으로 유지합니다.
- 연속적인 강화 슬래브로 모든 유닛을 연결하여 견고한 다이어프램을 형성합니다.
- 토핑 깊이 내에서 바닥 스크리드, 바닥 난방 또는 서비스를 통합할 수 있습니다.
- 복합설계시 바닥의 구조적 깊이와 내하중성을 증대시킵니다.
압출에 의해 생산된 중공 코어 슬래브의 상단 표면은 의도적으로 거칠게 남겨집니다. 압출 공정에서는 토핑에 기계적 결합을 제공하는 주름진 또는 줄무늬 질감이 남습니다. 습식 주조 장치는 동일한 접착 강도를 달성하기 위해 표면 준비(일반적으로 쇼트 블라스팅 또는 기계적 흠집 처리)가 필요하며, 이로 인해 생산 단계와 관련 비용이 추가됩니다.
중공 콘크리트 슬라브의 지속 가능성 및 재료 효율성
건설 산업은 내재된 탄소 및 자재 소비를 줄여야 한다는 압력이 커지고 있습니다. 중공 코어 콘크리트 슬래브는 특히 전체 수명주기를 고려할 때 여러 지속 가능성 지표에서 대체 바닥재 시스템과 유리하게 비교됩니다.
콘크리트 및 강철 부피 감소
굴곡 저항에 거의 기여하지 않는 코어 영역에서 콘크리트를 제거함으로써 중공 코어 생산에 사용됩니다. 평방미터당 콘크리트 30~45% 감소 동일한 스팬과 하중 용량에서 동등한 솔리드 슬래브보다. 기존 연강 보강재(500MPa) 대신 고강도 프리스트레스강(1,860MPa)을 사용하면 단위 면적당 강철의 총 중량도 크게 감소합니다. 동일한 성능을 위해 설계된 기존 강화 슬래브의 철근 8~15kg/m²에 비해 중공 코어 슬래브는 프리스트레싱 스트랜드를 2~4kg/m²만 사용할 수 있습니다.
재료의 이러한 감소는 바닥 구조의 내재 탄소를 직접적으로 감소시킵니다. 업계 수치에 따르면 일반적인 265mm 중공 코어 슬래브의 탄소 함유량은 대략 100~130kg CO2e/m² , 유사한 구조적 능력을 지닌 현장 솔리드 플랫 슬래브의 경우 160~200kg CO2e/m²와 비교됩니다.
공장 생산 및 폐기물 감소
통제된 조건 하의 공장 생산은 초과 주문, 유출 및 재작업으로 인한 자재 낭비를 최소화합니다. 잘 관리된 프리캐스트 공장의 콘크리트 폐기물은 일반적으로 생산량의 1~3%를 차지하는 반면, 기존 현장 현장에서는 5~10% 이상을 차지합니다. 셔터 자석과 재사용 가능한 강철 거푸집을 사용하면 거푸집 폐기물이 더욱 줄어듭니다. 자기 앵커링과 함께 사용되는 고품질 강철 거푸집은 수천 번의 생산 주기 동안 재사용할 수 있는 반면, 현장 현장의 목재 거푸집은 일반적으로 몇 번 사용한 후 폐기됩니다.
수명 종료 고려 사항
에이t end of life, hollow core concrete slabs can be broken down and recycled as aggregate for road sub-base, fill material, or — in more advanced recycling streams — reprocessed into concrete aggregate. The prestressing strand can be recovered and recycled as scrap steel. Neither process is perfect, and some embodied carbon is lost in demolition and transport, but the relative simplicity of the material composition (concrete plus steel) makes hollow core slabs more straightforward to recycle than composite systems involving multiple bonded materials.
일반적인 응용 프로그램 및 프로젝트 예
중공 콘크리트 슬래브는 광범위한 건물 유형 및 인프라 응용 분야에 걸쳐 지정됩니다. 다양한 깊이, 서비스 관통부 및 타설 고정 장치(생산 중 자기 거푸집 앵커를 사용하여 정확하게 위치 지정)를 수용할 수 있는 능력, 다양한 지지 구조물과의 호환성으로 인해 다용성이 가능해졌습니다.
다층 주거용 건물
주거용 건축에서는 내력벽 또는 빔 사이에 5~9m 길이의 200~265mm 중공 코어 슬래브가 네덜란드, 스칸디나비아, 중부 유럽 및 영국 전역의 표준 사양입니다. 프리캐스트 중공 코어 바닥을 사용하는 15층 아파트 블록은 1층에서 8~12주 만에 방수가 가능한 반면, 동등한 현장 콘크리트 구조물의 경우 20~30주가 소요됩니다. 주거용 건물의 일반 평면도는 중공 코어 유닛의 균일한 폭과 표준 경간 범위에 특히 잘 맞습니다.
상업용 사무실 건물
사무실 건물은 개방형 유연성을 위해 일반적으로 9~14m의 더 긴 경간을 요구합니다. 프리스트레스 수준이 높은 깊은 중공 코어 슬래브(320~400mm)는 보조 빔 없이 이러한 범위에 걸쳐 3.5~5.0kN/m²의 부과된 하중을 전달하도록 설계되었습니다. 압출 또는 습식 주조 공정에서 본질적으로 평평하고 매끄러운 중공 코어 슬래브의 노출된 밑면은 디자인 특징으로 점점 더 눈에 띄게 남아 천장에 매달린 비용을 피하고 잘 설계된 자연 환기 또는 혼합 모드 건물에서 최대 냉방 부하를 15~25% 줄이는 열량 이점을 얻습니다.
주차장
다층 주차장은 프리캐스트 콘크리트에 가장 까다로운 환경 중 하나입니다. 15~18m의 경간이 일반적이고, 집중 바퀴 하중이 축당 30~60kN에 도달할 수 있으며, 구조물은 제빙 염, 동결-융해 주기 및 습기에 노출됩니다. 주차장 응용 분야의 중공 코어 슬래브는 일반적으로 깊이 400~500mm , 높은 콘크리트 등급(C50/60 이상)과 낮은 물-시멘트 비율로 생산되어 내구성을 극대화했습니다. 코어 사이의 얇은 웹에는 신중한 콘크리트 혼합 설계(낮은 최대 골재 크기, 적절한 작업성)가 필요하며, 이는 통제된 생산 환경과 프리캐스트 플랜트의 품질 관리 시스템에 의해 촉진됩니다.
산업 및 저장 건물
창고, 유통 센터 및 제조 시설에서는 메자닌 바닥, 높은 하역장 및 파일 캡의 지상 지지 바닥에 중공 코어 슬래브를 사용합니다. 이러한 응용 분야에서는 캐스트인 리프팅 소켓, 랙 시스템용 앵커 채널 및 전기 도관을 사전 설치할 수 있는 기능(모두 공장 생산 중 자기 거푸집 앵커를 사용하여 배치)을 통해 현장 고정 비용과 프로그램 위험을 크게 줄입니다.
중공 콘크리트 슬라브의 품질 관리 및 표준
유럽에서 생산된 중공 콘크리트 슬래브는 다음을 준수해야 합니다. EN 1168:2005 A3:2011 - 프리캐스트 콘크리트 중공 코어 슬래브에 대한 조화 제품 표준. 이 표준은 공장 생산 관리, 테스트 및 CE 마크에 대한 요구 사항과 함께 구조적 저항, 내화성, 위험 물질, 치수 공차 및 음향 성능에 대한 성능 요구 사항을 지정합니다.
EN 1168에 따른 주요 치수 공차는 다음과 같습니다.
- 길이: 최대 6m 슬래브의 경우 ±20mm; 6m 이상의 슬래브 길이의 ±0.3%
- 폭: ±5mm
- 깊이: ±5mm
- 직진도: ≤L/600, 최대 20mm
- 끝의 직각도: ≤10mm
- 캠버: 최대 12m 슬래브의 경우 15/−5mm
에이chieving these tolerances consistently depends on the quality of the entire production chain — from mix design and concrete batching, through strand tensioning accuracy, to formwork setting and post-casting inspection. The use of shuttering magnets and related magnetic positioning systems contributes to dimensional accuracy by eliminating the positional drift that occurs with conventional bolted forms under vibration, and by enabling rapid, precise repositioning when setting layouts change.
치수 공차 외에도 EN 1168 및 지원 유로코드 설계 표준(EN 1992-1-1, EN 1992-1-2)은 굽힘, 전단, 펀칭, 끝 고정 및 내화성을 다루는 상세한 구조 검증을 요구합니다. 중공 코어 바닥의 설계 프로세스에는 필요한 하중에 대한 최대 경간 결정, 제조업체 하중 테이블에서 적절한 슬래브 깊이 및 강연선 배열 선택, 베어링 길이 확인, 그라우팅된 바닥의 다이어프램 동작 확인, 구조 엔지니어와의 서비스 관통 조정 등이 포함됩니다.
중공 코어 슬래브와 대체 바닥재 시스템 비교
중공 콘크리트 슬래브와 경쟁 바닥 시스템 중에서 선택하려면 구조 성능, 프로그램 속도, 비용, 지속 가능성 및 현장 제약 조건을 고려해야 합니다. 모든 기준에서 단일 시스템이 승리할 수는 없지만 중공 코어 슬래브는 특정 시나리오에서 분명한 이점을 갖습니다.
| 기준 | 중공 코어 슬래브 | 현장 평면 슬래브 | 복합 강철 데크 | 견고한 프리캐스트 슬래브 |
|---|---|---|---|---|
| 일반적인 스팬 범위 | 6~20m | 5~12m | 3~9m(데크) 빔 | 3~7m |
| 무게(본체) | 낮음~중간 | 높음 | 낮음~중간 | 높음 |
| 설치 속도 | 매우 빠르다 | 느림(거푸집 공사, 경화) | 빠르게 | 빠르게 |
| 내화성(추가 보호 없음) | 레이 60-240 | 레이 60-180 | 일반적으로 REI 30–60 | 레이 60-180 |
| 재료 효율성 | 높음 | 낮음 | 중간 | 낮음 |
| 에이coustic performance | 양호(스크리드 포함) | 좋음 | 보통(치료 필요) | 좋음 |
| 서비스 통합 | 중간 (cores usable) | 높음 (flexible) | 높음 | 낮음 |
코어 자체는 건물 서비스에 유용한 이점을 제공합니다. 일부 설계 접근 방식에서는 세로 방향 보이드가 가열, 냉각 또는 환기를 위한 공기 덕트로 사용되어 조절된 공기가 슬래브를 통과하여 점유 공간을 제공하고 템퍼링을 위해 콘크리트의 열 질량을 사용합니다. 이 TABS(열 활성화 빌딩 시스템) 접근 방식은 중부 유럽의 수많은 사무실 프로젝트에서 구현되었으며 최대 냉각 수요를 최대 100%까지 감소시켰습니다. 30~40% 기존의 에어사이드 시스템과 비교.
지정자 및 계약자에 대한 실제 고려 사항
중공 콘크리트 슬래브를 지정하거나 조달하려면 설계 프로세스 초기에 제조업체와 협력해야 합니다. 현장에서 조정할 수 있는 현장 콘크리트와 달리 중공 코어 슬래브는 공장에서 치수에 따라 고정됩니다. 생산 후 변경(컷아웃, 추가 고정, 보강 수정)은 기술적으로 가능하지만 비용과 시간이 많이 걸립니다. 설계 단계에서 올바른 정보 흐름을 얻는 것이 중요합니다.
설계 단계에서 필요한 정보
- 구조적 하중: 자중, 중첩된 데드(스크리드, 칸막이, 마감재), 부과된(점유 범주) 및 플랜트, 저장 또는 클래딩 고정 장치의 집중 하중
- 평행하지 않은 지지대 또는 기울어진 형상을 포함하여 각 지지대의 명확한 스팬 및 베어링 조건
- 바닥 구역에 필요한 내화 등급
- MEP 슬리브, 배수 파이프, 바닥을 통과하는 구조 기둥 및 리프트 샤프트 개구부를 포함한 모든 서비스 관통부의 위치, 크기 및 프레임
- 타설 고정 장치 필요: 앵커 채널, 리프팅 소켓, 고정 볼트, 도관 스터브 - 모두 자기 거푸집 앵커를 사용하여 배치되고 공장 생산 중에 타설됩니다.
- 에이coustic performance requirements, particularly for residential or mixed-use projects where impact and airborne sound must meet regulatory standards
- 처짐 한계 및 캠버 예상, 특히 깨지기 쉬운 마감재(타일, 테라조)가 슬래브 표면에 직접 적용되는 경우
설치를 위한 현장 조정
현장에서 중공 코어 슬래브를 설치하려면 크레인 용량, 접근 경로, 임시 지지대(구조 설계에 필요한 경우), 그라우팅 순서, 토핑 타설 및 구조 연결 세부 사항의 조정이 필요합니다. 크레인 용량은 종종 중요한 제약 사항입니다. : 길이 12m, 너비 1.2m의 400mm 중공 코어 슬래브의 무게는 약 5,000~5,500kg입니다. 크레인 지원으로 인해 리프팅 용량이 감소하는 제한된 도시 현장에서는 슬래브 길이를 줄이거나 더 가벼운 장치를 지정해야 할 수 있습니다. 이는 스팬, 하중 및 지지 구조 설계로 이어지는 결정입니다.
조인트 그라우팅은 제조업체의 사양을 정확하게 따라야 합니다. 너무 젖은 그라우트를 사용하면 균열이 발생하기 쉬운 다공성의 약한 접합부가 생성됩니다. 너무 건조하면 테이퍼형 조인트 프로파일을 완전히 채우지 못해 빈 공간이 남을 수 있습니다. 넓은 바닥 면적의 조인트 그라우팅은 단일 조인트 실행 내에서 콜드 조인트를 방지하기 위해 적절한 인력과 혼합 용량을 갖춘 연속 작업으로 계획해야 합니다.
설치 후 확인
에이fter installation and grouting, the completed hollow core floor should be inspected for:
- 인접한 장치 사이의 차동 캠버 - 토핑 없이 ±5mm 이내에서 허용됩니다. 더 크면 평평한 표면을 얻기 위해 추가 스크리드 깊이가 필요할 수 있습니다.
- 모든 세로 및 가로 조인트의 그라우트 완전성
- 모든 지지대의 엔드 베어링 적합성
- 주조 인서트의 상태 - 손상되거나 위치가 잘못된 인서트는 토핑이나 마감재를 적용하기 전에 보고하고 수정해야 합니다.
- 에이bsence of handling damage: cracking at slab ends, spalling at bearing areas, or longitudinal cracking in the webs that may indicate transport or erection damage
중공 슬래브 기술 및 자기 거푸집 시스템의 혁신
프리캐스트 콘크리트 산업은 중공 코어 슬래브 제품과 이를 제조하는 데 사용되는 생산 시스템을 지속적으로 개발하고 있습니다. 장기적인 인프라 투자 결정을 내리는 사람들은 적극적인 개발의 여러 영역에 주목할 가치가 있습니다.
중공 코어 생산에 사용되는 초고성능 콘크리트
중공 코어 응용 분야를 위한 초고성능 콘크리트(UHPC)에 대한 연구가 여러 유럽 및 아시아 연구 프로그램에서 진행 중입니다. 압축 강도가 150-200 MPa인 UHPC 혼합물은 웹 두께를 더욱 줄여 전단 능력을 유지하면서 자중을 감소시킵니다. 생산 과제는 UHPC가 표준 압출 장비와 호환되지 않는다는 것입니다. 섬유 강화 및 혼합 점도에는 수정된 주조 방법이 필요합니다. 셔터 자석 and precision magnetic formwork systems 더 얇고 정확도가 높은 금형을 배치하는 것이 더욱 중요해졌습니다.
에이utomation and Robotics in Formwork Setting
현재 몇몇 프리캐스트 장비 제조업체는 BIM 모델에서 요소 레이아웃을 읽고 측면 폼, 엔드 스톱 및 팔레트 표면에 삽입물을 자동으로 배치하는 로봇형 거푸집 설정 시스템을 제공하고 있습니다. 이러한 시스템은 일반적으로 비전 시스템을 갖춘 갠트리 로봇을 사용하여 거푸집 구성 요소를 선택하고 배치합니다. 셔터 자석 최종 고정 메커니즘으로 로봇이 거푸집 위치를 지정하면 자석 앵커가 활성화되어 제자리에 고정됩니다. 이러한 시스템을 조기에 채택한 기업은 ±1~2mm의 금형 설정 정확도와 수동 설정보다 훨씬 낮은 사이클 시간, 일관된 품질 및 작업자 피로 감소를 보고했습니다.
디지털 통합 및 스마트 생산
현대의 프리캐스트 공장에서는 생산 현장의 실시간 가상 모델인 디지털 트윈 기술을 품질 관리 시스템, 재고 관리 및 물류와 점점 더 통합하고 있습니다. 각 요소에는 생산 시점에 고유한 QR 코드 또는 RFID 태그가 할당되어 디지털 기록을 특정 배치의 콘크리트, 스트랜드 로트, 자석 고정 삽입 위치 및 치수 확인 결과에 연결합니다. 이러한 추적성은 건물의 50~100년 설계 수명에 대한 구조적 책임이 요구되는 복잡한 프로젝트의 주 계약업체와 고객에 의해 점점 더 요구되고 있습니다.
배송 전 완성된 요소의 레이저 스캐닝 품질 검사와 결합된 자기 거푸집 고정의 정밀도는 이 디지털 품질 체인의 일부를 형성합니다. 모든 치수 검사, 콘크리트 강도 기록 및 육안 검사를 통과한 슬래브는 현장에서 QR 스캔을 통해 액세스할 수 있는 전체 생산 기록과 함께 발송되므로 구조 엔지니어 또는 건물 소유자는 종이 인증서에만 의존하지 않고도 규정 준수를 확인할 수 있습니다.








